Промышленный резервуар для труб, фланец, цилиндр Scafford, автомобильные детали, автоматический робот MIG TIG с ЧПУ, сварочный аппарат
Промышленный фланец трубы резервуара Цилиндр Скаффорда Автомобильные детали Автоматический роботизированный сварочный ап
Описание
Базовая информация.
| Модель №. | НЗК-Р2600 |
| Количество сварочной горелки | Один, два или более по мере необходимости |
| Тип сварочного шва | :Квадрат, Окружность/Обхват/Круг, Продольный |
| Защитный чехол для щита | Да или Нет по мере необходимости |
| Индивидуальные/OEM | Хорошо |
| Транспортный пакет | Деревянный ящик для фумигации |
| Спецификация | 3000*1500*1800 мм или по дизайну |
| Товарный знак | Хаоюй |
| Источник | Китай |
| Код ТН ВЭД | 8515319900 |
| Производственная мощность | 500 комплектов/год |
Описание продукта
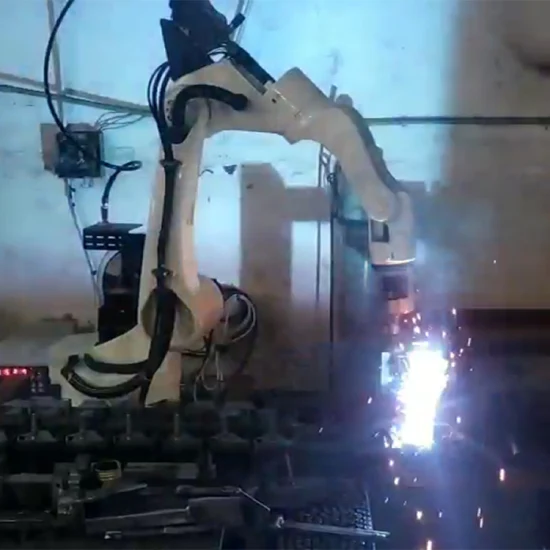
Промышленный фланец трубы резервуара Цилиндр Scafford Автомобильные детали Автоматический роботизированный сварочный аппарат MIG TIG с ЧПУ Автоматическая сварка кругового шва бензобака: https://haoyucnc.en.made-in-china.com Автоматическая сварка масляного порта гидравлического цилиндра: https://haoyucnc. en.made-in-china.com Автоматическая сварка фланцев квадратных труб: https://youtu.be/bV0ioU2QwiA Автоматическая машина для сварки продольных швов: https://haoyucnc.en.made-in-china.com
I.Задание на проектирование:1. Используется при многопозиционной кольцевой сварке рулевого механизма автомобиля.2. Ширина сварного шва одинакова, а перекрытие кольцевого шва можно регулировать.3. По всей длине сварного шва отсутствуют дефекты сварки, такие как воздушная дыра, непровар, вмятина, прожог, шлаковые включения, подрезы и т.п.4. Уровень квалификации сварщиков за один раз превышает 99%. Требуется, чтобы процесс сварки был непрерывным и стабильным, имел однородную и красивую форму, проплавление и ширина соответствовали технологическим требованиям, зажим был удобен.5. Ритм постановки: менее 30 секунд/штукII. Анализ сварочного процесса1. Технология сваркиСмешанный газ CO2, 1,2 обычная сварочная проволока из углеродистой стали2. Горизонтальный корпус машины, вращение заготовки3. Требования к заготовке 3.1 Требования к заготовке: заготовка не требует точечной сварки. Заготовки должны быть в целом одинаковыми, точность формы и размера заготовки должна соответствовать требованиям чертежей изделия, базовая точность формы и размера должна контролироваться в пределах ± 0,5 мм. .3.2 Поверхность изделия должна быть чистой, без масляных пятен, ржавчины и других дефектов.4. Основная идея: 4.1 Один комплект робота, вращение заготовки. 4.2 Заготовка зажимается крепежным устройством, чтобы обеспечить отсутствие смещения положения сварочного шва. 4.3 Японский робот Panasonic TM-1400 и источник питания для дуговой сварки Panasonic YD-350GR3 в Таншане, которые обеспечивают Высокоскоростная передача сигнала, которая может значительно улучшить качество сварки и эффективность производства. 4.4. В машине используется сварочная горелка, которая сочетается с роботом Tangshan Panasonic, что обеспечивает стабильную работу сварочной системы и норму при большой непрерывной работе. 4.5 Защитный экран рабочей станции закрытого типа. В рабочем положении имеется пневматическая дверь с защитной решеткой на передней стороне. 4.6 Гибкое сварочное приспособление рабочей станции позволяет быстро заменить приспособление и обеспечить повторную точность позиционирования. 4.7 Заготовка позиционируется с помощью позиционирующего приспособления для убедитесь, что положение сварного шва не смещено. III. Состав оборудования. Сварочный аппарат имеет закрытую конструкцию, состоящую из закрытого корпуса, сварочной станции, робота, механизма позиционирования приспособления и проводящего механизма, электрической системы управления, сварочной мощности и пневматической системы. 1. Корпус машины. :Верхняя часть оснащена вытяжным вентилятором, а выходное отверстие вытяжного вентилятора соединено с выхлопной трубой завода для своевременного удаления сварочного дыма. 2.Оснащен поворотным рабочим столом, который приводится в движение оригинальным внешним устройством Panasonic 500KG. вал и смонтирован с пневматическим зажимным устройством и токопроводящим механизмом. Поворотный рабочий стол оснащен дифракционной решеткой и дверцей с электроприводом, чтобы обеспечить безопасность операторов, и робот никогда не войдет в эту зону, когда рабочие загружают и разгружают заготовку. И если кто-либо войдет в эту зону, когда робот сваривает заготовку, робот немедленно остановится. 3. Основание корпуса сварено из стальной пластины и стального профиля, который обладает достаточной жесткостью и прочностью. Все пояса должны быть сварены в соответствии с требованиями к прочности сварного шва, а после сварки должна быть проведена стресс-обработка для снятия внутреннего напряжения и предотвращения деформации. 4. Корпус сварочного аппарата и панель управления роботом сварены из стальной пластины и стального профиля. Это достаточная жесткость и прочность. Вся проводка оборудования имеет защитную крышку, проводка на земле защищена металлической прорезью для провода, а если эти провода не находятся на земле, у нее есть кронштейн и перемычка для установки металлической прорези для провода. в качестве защитной крышки проводки, чтобы обеспечить соответствие проводки оборудования требованиям безопасности. 5. Система сжатого воздуха расположена сбоку от механизма рамы и состоит из фильтра, предохранительного клапана, манометра и электромагнитного клапана. При нормальном использовании предохранительный клапан регулируется на 0,2–0,5 МПа. Чтобы облегчить оператору наблюдение, оно расположено на закрытом ограждении рядом с местом работы оператора: смотровое окно для манометра сжатого воздуха и расходомера сварочного защитного газа. 6. Внутри корпуса машины расположен блок кнопок аварийной остановки для аварийной остановки. оборудования.7.Закрытое ограждение, которое собирается из секций ограждения и напыленных плит. Он обладает достаточной жесткостью и прочностью при красивом внешнем виде. На передней стороне установлена пневматическая подъемная дверь, а в раздвижной двери используется линейная направляющая. Дверь изготовлена из стальной пластины высокой прочности. 8. Раздвижная дверь приводится в движение цилиндром, на месте установлено запорное устройство. В раздвижной двери имеется смотровое окошко, а также смотровое окошко на двери для наблюдения за процессом сварки. Для обеспечения безопасности имеется решетчатое устройство на пересечение луча. 9. Во время автоматической работы рулонная завеса станции загрузки и разгрузки автоматически поднимается, оператору легко загружать и выгружать заготовку, рулонная завеса в положении сварки автоматически опускается, чтобы дуга не повредила глаза человека. 10. Механизм крепления: сварочный инструмент представляет собой интегральный тип и соединяется с рабочим столом с помощью отверстия для штифта, который можно быстро заменить. Сварочный инструмент снабжен точкой отсчета позиционирования заготовки после установки цилиндра для хранения масла в правильное положение, а отверстие цилиндра прижимается в осевом направлении пневматическим цилиндром. Затем сварочная горелка и отклоняющая машина достигают назначенного положения в ожидании сварки. Во всех пневматических компонентах используются японские продукты SMC. IV. Условия продажи.

Пред: Автоматизация промышленного робота для сварки MIG Crobotp 1400 мм
Следующий: 380 В, 500 кг, двухосный сварочный манипулятор типа P для роторного робота
Наш контакт
Отправить сейчас